生産工場据付時

装置である。
手動なのだが、フロートSWが
ついていると説明を聞く。
しかし、実際にはそんなもの
は無く、圧力差を利用した
システムである事が判明。
この業界については初心者
である。間違った事を教え
られ、散々悩んだ・・。

エアー配管も製品輸送
配管も完了。
客先の社長(美人です)が
心配そうに見守る。
開発機械を始めて導入する
会社なので、試験で条件
出ししながら完成にこぎつける
事をなかなか納得して貰えない。

たが、自動には使えない。
で、オリジナルで考案する。
キャップの締め力が不明なの
で、この装置だけ先行手配。
7kg・cmかけるのが常識?と
関係者が言うのだが何を指す
のか不明。トルクだとすると
全てが破壊してしまう!

後に、新規乾燥機。
そこから自動充填キャッパー
にビンを投入する。
当初2人体制だったが、
結局一人でも可能となる。
さあ、いよいよ試運転開始。
直後に難しさを思い知る事
になる。

ものが無いので、自分の確実
と思われる方式を取り入れた。
キャップはパーツフィーダでの
供給として発注したが、納期
金額共に寄り合わず、別の
メーカーにした。
料金も納期も半分になった上、
自作しようとした反転シュート
まで付属した!感謝!

充填すると泡が発生。
最初から極端なタクトオーバー
を要求される。
製品の粘度や温度により
ポンプの回転数や圧力
逃がし(フロー)を別の方向
から適正値探しが始まる。
その度にソフトも書き換え。

使う真空ポンプで悩んでいた。
SMCのカタログでパッドを
探そうと思ったら、エアー供給
だけで真空を発生する装置
が目についた。
即座に採用決定。小型で
真空性能もバッチリ。
細部まで計画終了。
オリジナル度99%ラインとなる。

条件がどんどん加えられる。
都度タクトは遅くなって行く。
それだけでは無かった。
製品が3種類あると言う!
そんな事は聞いていなかった。
粘度の大きく不透明なもの。
赤茶色で粘度は低いもの。
殆ど透明で粘度が低いもの。
全部条件が異なる!!

工場の条件を満たすには
パレット式が適切と考え
巡回式のパレットラインを
採用する。
まとめ役から自分の知り合いの
工場にフレーム作らせるとの事。
出来て来たフレームは・・・
修正だけで1週間掛かった:涙

上に、粘度の低い2種は
月に1度位しか生産しない。
つまり、毎日調整は無理・・。
更に、製品を残して翌日
試験に使うと、温度が下がり
粘性も増し、条件が出ない。
生産日の度に竹内氏と
コンビで調整改良を行う。

来た。
徐々にラインが形になっていく。
ワシと社長の2人で組立続ける。
ワシが検討中は社長一人。
図面にミスが見つかると工場に
行く度に叱られる:涙。
で、バツとしてワシがヤスリで
直したり・・まあ家庭的?

メカトラブルが発生。
都度ラインが止まり、ワシ
が対処を終えるまで待って
貰う。設計変更や改造を
何度も繰り返すので美人
社長が「使えない!」と怒る。
新規開発の機械は育って
行くものなのだと説明しても
なかなか納得して頂けない。
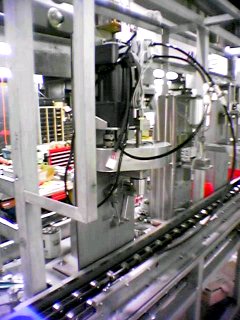
装置らしくなって来る。
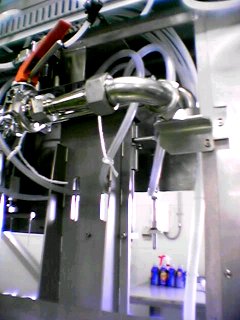
投入側から
無菌エアーブロー
充填ノズル
キャップ供給
キャッパー
で、取り出しとなる。
電磁弁は全て天井に集約する。

確たる経験も無かったので
工場の方々と意見を出し合い
現物勘合で変更を繰り返した。
段々ポイントが見えて来る。
全く問題が発生しなくなる
まで3ヶ月ほどかかった。
この機械はあくまでここの
工場専用で汎用ではない。
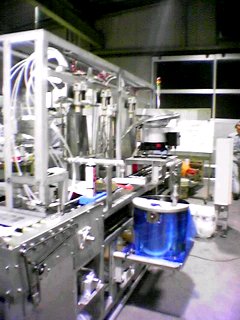
青いのはクッションタンク。
ここに製品が他の部屋から
配管で投入され、ポンプで
充填ノズルへ送られる。
充填以外の製品は再度
このタンクに返送される。
配管の径や長さと性能の
関係がまだ不明だった。

選定して頂いたが、オーバー
スペックだったかも知れない。
常用20Hz前後で設定。
メンテナンスの為に下置き
にしたが、課題として残った。
しかしながら、全体的に
結構なノウハウを得た。
改良したい部分もあるが、
設計にはつきものである。

仕上がって行く。
制御盤や操作盤がついて
始動完了となる。
設定条件がバラバラで、
あちこちで不具合発生。
条件を煮詰めながら調整。
徐々に設計条件に近づいて
行く。

分かる。
センサーを当初この液体に
あわせたが、他の2種の
為に変えざるを得なかった。
更に、製品によりキャップの
色も違い、都度センサーの
調整が必要だった。

無いので、流体に水を使う
しかなかった。
これが、実際にどう言う条件に
変更になるかは不明。
メカトラブルも発生。変更等を
繰り返す。
ビンの停止時の揺れが思った
以上に大きく、性能を少し
下方修正する事になった。

に投入する。
彼はキャップをフィーダに
供給する作業もしてもらう。
フィーダへの自動供給は
予算の関係で製作せず。
30分に1度位の供給
作業となる。

した乾燥機の部品が届く。
これに関してはワシしか組立
が分からないので、全部ワシ
一人で組み立てる事に:涙。
横回しのチェーンも使うのは
初めて。アイデアのみの製品。
スプロケットはオリジナル。
性能は極めて不明。

乾燥機に投入。
乾燥機を1周(または数周)
したビンを自動充填に投入。
3周位すると、ビンは殆ど
乾燥に近くなる。
しかし、1周だけでも殆ど
の水滴は切れている。
乾燥機温度は温風装置
設定で250度程度。

関係からも、1周で完全乾燥
は無理である事は客先も承知。
熱風装置の電源を入れたら
エラー表示・・・。
修理に出すなどスッタモンダ。
新品がエラー?参った・・・。
客作納入日に間に合うか
どうか不明のままカバーして
本体は完成した。

なので、その間に洗浄機
から乾燥機へ。乾燥機から
自動充填へのビンの移動
を行う。
パレット停止時間は8秒程度。
4本のビンをパレットに供給。
慣れると案外素早く出来
作業が途切れる事もない。

供給側にストッパを追加。
ビンが停止すると倒れる。
搬送側供給ラチェットシリンダ
の調整。
条件をソフトに追加する度に
全体のタクトが遅くなって行く。
増えすぎた条件を潰す作業が
主になる。

外してあるが、実際には
機構は見えない。
ビン投入と排出以外は
作業は無いので、ビンが
走る姿だけが見えるのみ。
操作盤は取り出し側にあり
供給側は非常停止ボタン
のみ設置してある。

太いワシは苦手。
社長はこうやって、平然と出入り
する。・・・毎度ながら・・参った。
初期トラブルは消えていくが、
条件を変更すると、おかしな
動作をしたり・・電気担当の
竹内氏は悩み続ける。

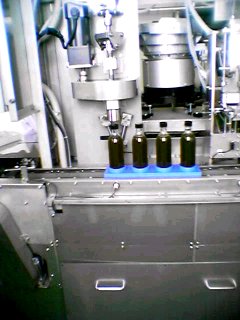
である。ビンの中の空気を
無菌のものと入れ替える。
手前が充填装置。
仕事初めに最も手間がかかる
のが充填量の設定である。
当初は最も時間を要する
ブロックだったが、現在は
他の装置条件に追いついた。

竹内氏。で、無駄を見つけては
ソフトを書き換える。
更に設定範囲を煮詰めて
本番で必要とされる条件を
まとめて、調整方法などを
決めて行く。
時には、厳しい顔付きで
声をかけるのにも勇気が・・。

左がキャッパーである。
キャップの落下も無くなった。
キャッパーのヘッドは結局
先端をバネ式に変更する事
で、キャップの締め力を殆ど
一定に出来た。
バネ力は試験データから
割り出した。
7kg・cmは未だに不明。

試験運転になる。
トラブルを全部洗い出して
置かなくては持ち込めない。
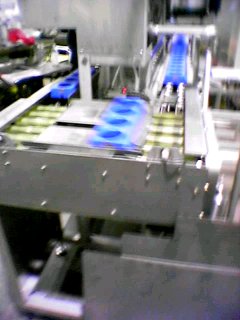
このラインは前面はタクト
可動となり、空のパレットは
後方を回って、供給側に
戻る循環式となっている。
走行チェーンは常に回り
っぱなしである。
スクリュー式なのでこんな
キャッパーとなった。
数社見学をしたが、この
キャップ形式の工場は
無かった。
よって、これもオリジナルに
ならざるを得なかった。
パレットによるタクト移動も
このキャッパーの為である。
によりタクト送りされる。
逆もまた同じである。
但し、取り出し側はビンを
パレットから取り去らなくては
後方に送られない。
作業者とのマッチングも考慮
に入れた修正が続く。

MCナイロンで製作したので
温度変化が心配だった。
このMCナイロンは直接
レールの上を走行している。
半年走行した下面を確認
したが、思った以上に変化
は無かった。
減った場合には120度回転
して新面を使う。

周囲に保温材を入れないで
カバーを2重構造とした。
メンテナンスに若干の問題
があるが、案外保温性良。
温度がどれ位まで上がるか
などの試験が出来ない。
スイッチもついて、残るのは
何をおいても熱風装置!
機構¥であるが、何度か
変更をを見て、現在は
また改良を見ている。
上を横に走っているのは
エアー配管で、天井の下
に集約した電磁弁に供給
している。
メイン菅を走らせることで
チューブ長さを節約。

パレットもビンのホールドが
GOOD。
パレットは取り外し式となって
簡単に洗浄可能。
装着もチェーンの穴に2本の
ピンを差し込むだけ。
製作完了。

ついて、全体は箱物と言う
形状の機械となった。
参考にする機械が無かった
ので、食品機械の形状でない
かも知れない。
因みにパレットのタクト送り
は、セラミックの焼成炉を
参考にした形式で、パレットの
走行はローラーチェーン。

一番の問題は、一度も製品を
注入して条件出し出来なかった
事である。
最大速度に近いところまでは
調整をした。
このまま客先に持ち込む。

を組んで来た竹内氏だが、
今回の条件出しには苦労
していた。機構自体は特に
なんでもないが、液体の食品
と言うハードルは辛かったかも。
どっちにしろ、彼無しにはこの
機械は完成しなかったかも
知れない。ひたすら感謝!